
Bei diesem Beitrag gehe ich bei der Beschreibung etwas die „Ecke herum“. Man sieht auf dem rechten Foto eine Dose mit einer Kollektion abgebrochener VHM-Bohrer und Fräser. Die habe ich über eine längere Zeit gesammelt, ohne vorerst zu wissen was ich damit mache. Die Durchmesser sind alle 1/8 ''.
Nach dem Kauf einer Stichelschleifmaschine war der Gedanke geboren daraus Drehstähle für die kleine Drehbank zu schleifen. Nach einigen Versuchen war klar, dass ich einen brauchbaren Stahl nur dann schleifen konnte, wenn er quasi im Drehstahlhalter fertig geschliffen wird. Das hat dann den Vorteil, dass ich den Stahl nicht mehr ausrichten muss und ihn nach dem Schleifen mitsamt dem Halter direkt in den Schnellwechsel-halter spannen kann.
Es war auch ein Problem, dass ich eine C5 Spannzange für 1/8'' nicht zu einem erträglichen Preis kaufen konnte. Eine bestehende 3 mm Spannzange wollte ich nicht ausschleifen.

Diese Drehstahlhalter sieht man als Rohling rechts. Wie unschwer zu erkennen ist, bestehen sie aus einfachem warmgewalzten Stahl. Auch diese Halter habe ich mit der Zeit vereinfacht. Die ersten hatten noch zwei Klemmschrauben und waren in Längsrichtung mit einer Kreissäge geschlitzt. In der letzten Ausführung wird nur noch unter 45 Grad eine Madenschraube für die Befestigung benötigt. Die Kräfte, die auf diese kleinen Drehstähle wirken, sind nicht so groß, dass eine aufwändigere Befestigung nötig wäre.
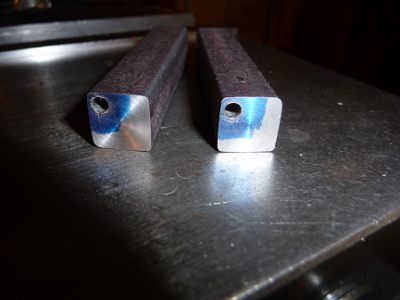
Man sieht eine Bohrung von 3,2 mm am Rand des Vierkant. Die Tiefe ist auf die Länge der Bohrerschäfte angepasst (ca. 20 mm).
Anschließend wird auf der gegenüberliegenden Seite eine Kante flach gefräst. Auch wieder ca. 20 mm.
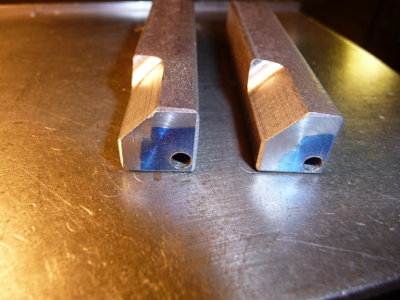
Diese Fläche wird dazu benutzt, ein Gewinde in Richtung des Drehstahls bohren. Ich habe mich auf M4 festgelegt. Ich dieser Größe ist der Innensechskant der verwendeten Madenschraube noch groß genug. Wem das nicht liegt kann auch eine normale Schraube verwenden. Platz für den Schraubenkopf ist durch die Anfräsung gegeben.

Da ich als Material warmgewalzen Stahl verwendet habe, habe ich die untere Fäche einmal überfräst. Damit erreiche ich eine eindeutige Fläche beim Einspannen.

Rechts die Kollektion der Drehstahlhalter. Auf der rechten Seite die "alte" Version mt zwei Befestigungsschrauben und geteilter Besfestigung.
Links die "optimierte" Variante. Man erkennt verschiedene Stähle. Ganz links ein Rohling, noch ungeschliffen. Rechts außen ein linker Seiten- stahl. Dazwischen rechter Seitenstahl und verschiedene Ab- und Einstechstähle.

Einen der Stähle nochmals in Nahaufnahme. Der Abstechstahl ist an der Schneide 0,48 mm breit (schmal). Trotzdem ist der dank VHM "steif" und wandert beim Abstechen nicht aus. Das Ganze ist natürlich nur in engen Grenzen von kleinen Drehteilen möglich.
Die Schneide lässt sich aber durchaus noch dünner schleifen.
